冲压是靠压力机和模具对板材、带材、管材和钢材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。冲压是型材生产中必不可少的一个环节。
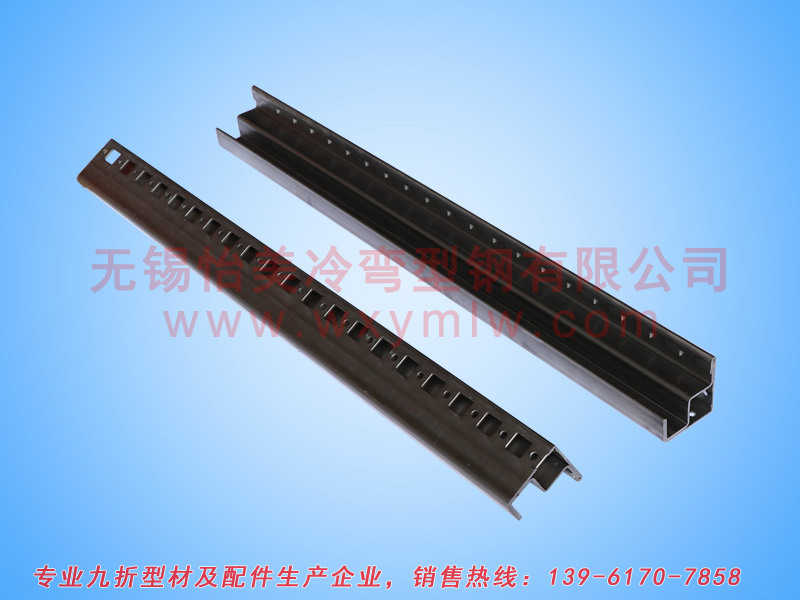
九折型材冲压生产过程中极易产生压伤﹑刮伤﹑变形等,除了模具问题外,在冲压生产时还要做到以下几点:
1)首先要做好清洁;模具上下、机床台面、周转台、流水线等都必须保持干净,无杂物。
2)模具与工件接触部位镀硬铬,使表面光滑,也便于清洁。周转台、流水线做到无尖锐边角,必要时周转台、流水线贴PE类胶布等防护工件碰伤。
3)型材容易发热,冲压时特别是冲孔、切料时需定时在模具刃口处喷挥发油,这样既可散热、防止毛刺过大,又可顺利疏通落料。
4)冲压时须及时清理废料,特别是冲孔较多的产品需做到每完成1个冲次,清理1次模具,(频繁的清洁影响生产效率,)做到模具﹑工件干净无杂物,减少压伤、刮伤现象。
